怎样选择搪瓷反应釜的密封要明确密封选择的依据:是釜内的工作压力,第二是工作物料的性质。还有一个就是搪玻璃设备工作温度不能超过2度的通用标准。要明确搪瓷反应釜所用密封的类别:搪瓷反应釜所用密封即通常所说的轴封有两类,是填料密封,第二是机械密封,机械密封又分为单机封(即单端面机械密封)和双机封(即双端面机械密封),单机封全套还包括搪玻璃水套,双机封则较为复杂,除水套(有循环冷却水)外,还包括配套的支架、平衡罐、压力表等。
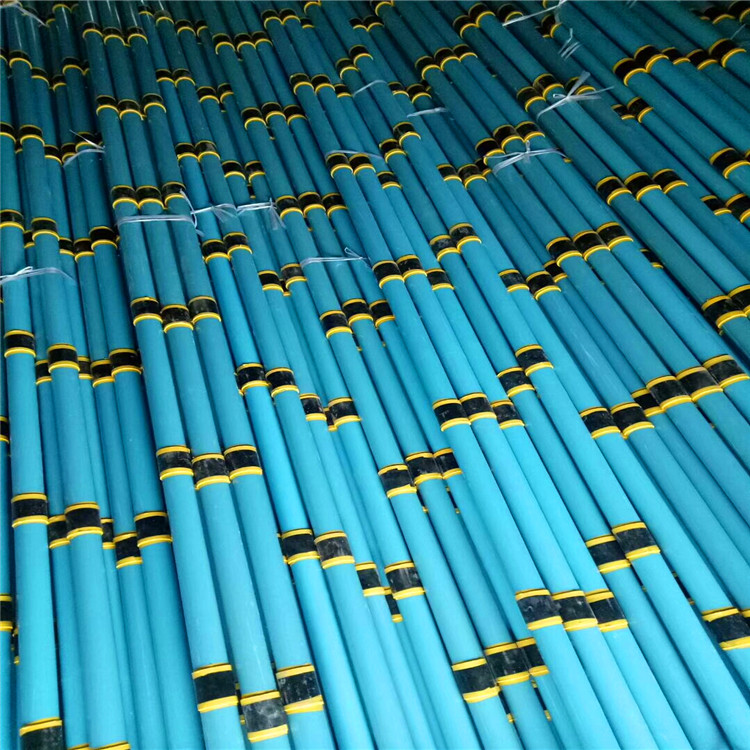
运城锚索注浆设备注浆加固袖阀管
袖阀管注浆工作原理是将拌制好的浆液通过注浆 泵加压,从连通管进入注浆管,注浆管管端连接双塞 管; 浆液聚集到袖阀管注浆管段,在内压力作用下浆液 从泄浆孔喷出,将橡皮套涨开,挤碎套壳料; 被加压的 浆液沿着地层结构以充填、渗透、压密、劈裂的形式流 动; 后续的浆液在压力作用下不断注入地层,在地层中 形成固结体,从而达到增加地层强度、降低地层渗透性 的目的。逐次提升或降低注浆芯管,即可实现分层注浆。


主营:防水,高空外墙防水窗台及天沟渗漏水维修屋面防水及翻修地下车库堵漏地铁堵漏堵漏地下室防水防潮。加固,高压注浆水泥注浆加固地基注浆加固管廊注浆加固基坑加固路面加固各种基础灌浆加固。承接各县市的新旧屋面防水施工及维修,刚性防水工程剪力墙漏水地基路面塌陷加固化学灌浆堵漏水泥灌浆加固工程,墙体长毛发霉玻璃钢及玻璃鳞片防腐工程等。方可进行高压注浆,下管前检查以下事项。

第二,安装调试。干粉砂浆设备的润滑系统安装调试不符合要求也是造成故障问题的主要因素。在安装干粉砂浆设备润滑系统时,应按照正确的流程进行,确保各部位运行正常,干粉砂浆设备的安全运行。第三,产品质量。润滑系统制造的质量直接影响着干粉砂浆设备的运行质量,如果出现干粉砂浆设备零件油槽加工不准确、油箱箱体与箱盖接触不严实等问题,都会不同程度地影响干粉砂浆设备的使用。第四,保养维护。润滑系统是干粉砂浆设备的主要系统,因此要做好相关的维护保养工作。更换新刀片后长度不够,无法切断标签进而无法刷下套入而卡料。╬解决方案:1.有效要求标签供应商做好折径值和厚度值的控制,正常所需的折径在.5mm以内为标准值,短标的厚度不低于.35mm,长标厚度不低于.45mm为适宜。请客户将标签折径和厚度按标准值以内以提供给套标机使用。正确调整上下驱动胶轮的力度。要检查切刀的原点是否正确,并且检查整个过程控制的搭配,务必在切刀离开中心柱后的有效时间内,才驱动下一张标签,而切刀每转一圈停止时应停留在刀盘内部,不可靠近中心柱沟槽太近,才能确保不卡料。如中心柱沟槽处有割伤现象,将其表面处理圆滑后即可。要确认刷下轮组与中心柱的夹持接触是否确实没有偏移,及刷下轮是否有被磨损而造成刷下的力量无法平均将标签刷下套入瓶体,否则标签将会造成连锁反应至使中心柱卡料。确保更换后的刀片每片长度一致并能刚好切断标签,请参照更换前的旧刀片。♂连续下标:.照瓶电眼信号异常。╬解决方法:1.调整电眼感测位置或敏感度。♂套标机毛边过重:因为目前市面的套标机大都属多把刀的切点设计方式,所以毛边很难完全被控制。标签过大,中心柱直径与膜料折径偏差太大。刀盘的校正平整点不在一线上。刀盘组内部,偏心轴沟槽与刀座底部间隙过大,导致刀片不平整。刀片的力度不够。╬解决方法:1.做好标签尺寸的控制,并确认标签折径与中心柱直径相匹配。刀片更换后平整点的确认,及锁刀片的松紧控制。更换刀盘组内部的相关零件即可。更换新刀片。♂刀片切到中心柱及刀片断裂:1.中心柱位置未正确安装,在夹持中心柱时没确实夹好中心柱,造成套标过程中中心柱向下滑动,而致使刀片切到中心柱,将刀片打断。刀片未锁紧,在运行过程中有滑落现象,导致刀片断裂。更换的刀片过长,触碰到了中心柱。╬解决方法:1.正确安装中心柱,驱动胶轮夹持松紧适宜,确保中心柱无偏离。定期检查刀盘组内部的螺丝(如刀座底部,刀座,刀座盖板累丝等)是否松动。更换刀片时确保所有刀片长度,所有刀片长度要保持一致。♂瓶身倾倒报警:A.瓶子倾倒遮住照瓶电眼,超过倒瓶判别时间,既发生警报,请排除倒瓶。B.有其他异物遮住了照瓶电眼,请检查排除异物。
| 河南港建机械设备有限公司 |
联系人 |
刘政
|
微信 |
无 |
手机 |
18337314555 |
邮箱 |
无 |
传真 |
无 |
地址 |
无 |
主营产品 |
袖阀管厂家,注浆机制作公司 |
网址 |
http://hncrh.b2b.huangye88.com/m/ |













